For people who are not particularly fond of using water jet cutting technique in their metal fabrication works, it would benefit them to know their best features first. When working on a project that necessitates the use of metal, perhaps what can be considered as the most challenging part of it has something to do with cutting. Things can even come to the worst-case scenario when the metal sheets come in plates with 1” thickness level or sometimes even more.
You can cut metal sheets to come up with delicate and intricate patterns. You can use either a waterjet cut machine or a laser cutter instead. Note that both of these 2 material cutting methods come with their own set of strengths and limitations. Knowing what these 2 are can make a whole world of difference in deciding which of them would work best for you and your material cutting project at hand.
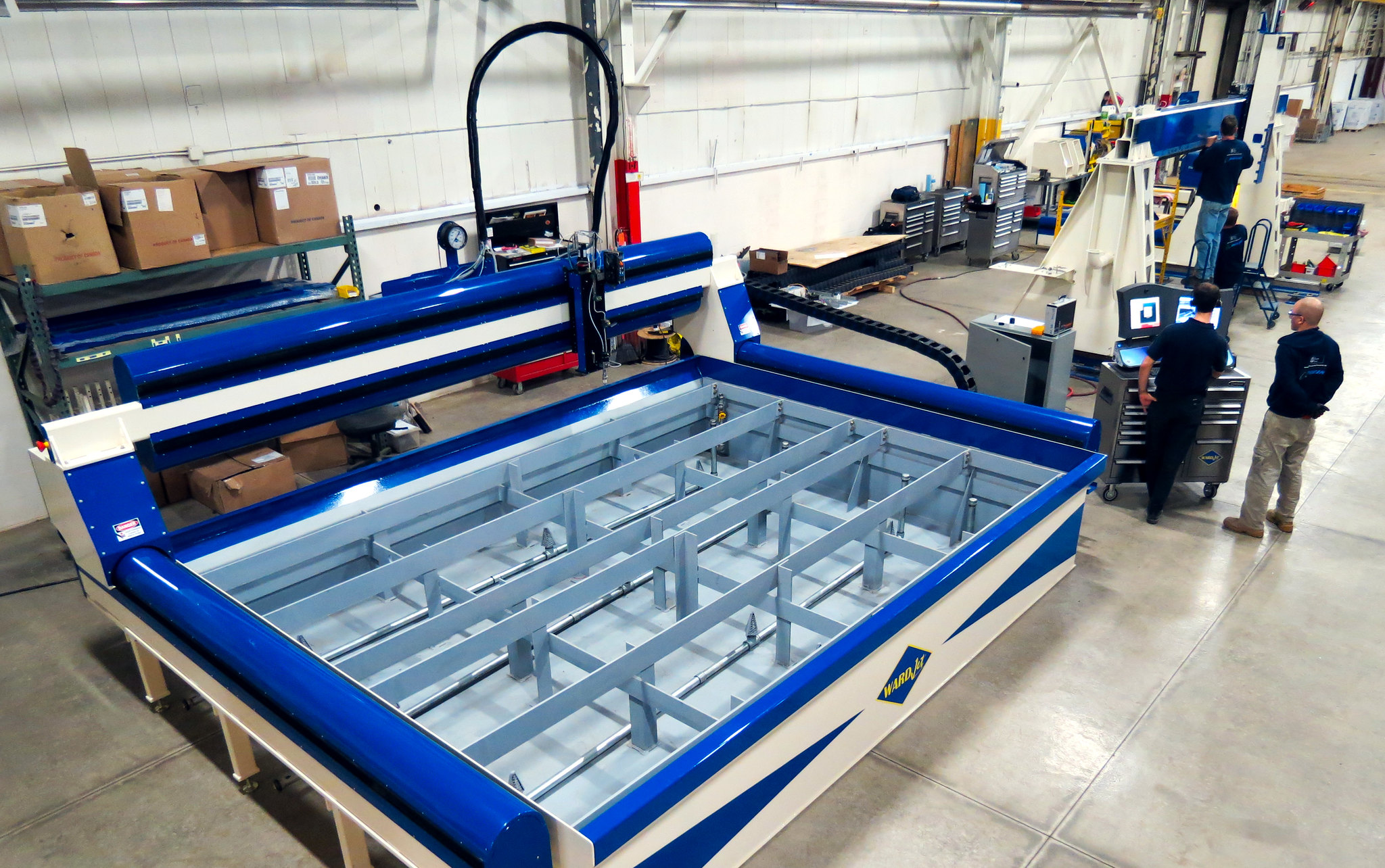
Water Jet Cutting
If you happen to have no idea how a waterjet cut machine work, it is comparable to the erosion of, say, a waterfall. Gradually, a waterfall would wear away even the hardest rock on a cliff. Perhaps, their main difference is that, water jet cutting is carried out in warp speed. It also comes with a higher level of precision.
These jet cutters will make use of high-pressure water. At times, depending on the material you are intending to cut, abrasive particles like garnets or aluminum oxide can be added to the water itself. This measure will further intensify its cutting power a thousand times more.
The pressured water ejected by the machine can reach a maximum 60,000 psi. This explains the reason why it is ideal for use in thicker sheets of metal, where the use of laser cutters would not practical anymore or would not be viable enough to use.
Even if you try your best effort with a laser cutter to cut through a thick metal sheet, chances are high that what you will have in the end is of poor quality. Something you will not be so proud to present to your customers.
Metal fabrication centers that are leaning towards the use of water jet cutting machines are doing so due to one of the following four points:
- It is normal for them to work with thicker metal sheets, sometimes with patterns that have large tolerances.
- They want to veer away from the heat produced by the laser cutter, knowing for a fact that this can get in the way of the cut they are trying to make.
- They are handling a wide array of materials. Water jet cutting technology allows you to handle a manifold of materials too, from stone, ceramic, steel, reflective metal and many more.
- With waterjet cut machine, you can work on cutting the metal sheet while remaining flat throughout the whole process whereas, in laser cutting, you may sometimes need to observe leveling.
Laser Cutting
Even though laser cutters are qualified modern material cutting method, it is unfortunate though that it comes with one major drawback. Laser cutting machines are limited to cut through ⅝” thickness. Going beyond this thickness level, and what you can anticipate having is a poorly executed cut quality. Gives you the impression that, is it a laser cutter that did the cutting?
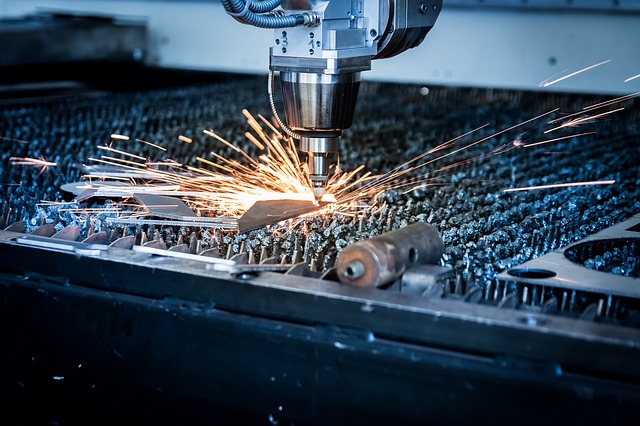
Although the key selling point of laser cutting are its high level of precision and fast cutting speed, it has its own share of drawbacks, too. It just so happens that it can only handle cutting ⅝” thickness level, and going beyond might run the risk of compromising the quality already. A custom software application or a bundle computer program that can handle and process a CAD file will initiate and carry out the cutting process within several seconds only. The vast majority of metal fabrication shops in the country employs this strategy for their prototyping requirements.
Laser cutting machines that comes with a stackable material tower feature is also highly recommended for large production runs. Perhaps, the only thing that is considered manual labor here is the loading of the said material and subsequently unloading of the finished parts. There are also several hundreds of companies that handle long cutting runs overnight, and leaving the machine in their facility unattended. The laser derives its energy from nitrogen or CO2. Sometimes it would be a combination of gases, transmitted via a beam and under the direction of mirrors. The beam may offer an output of 1500 to 2600 watts on some laser cutting machines may reach 4,000 watts up to a maximum of 6,000 watts on other pieces of laser cutting equipment. Plexiglass, plastic, wood, and all metals can be efficiently and conveniently handled by laser cutting.